Electric discharge machining has been around since the early 1940s and was fortuitously discovered by two Russian scientists attempting to eliminate erosion of electrical contacts due to sparking. What they instead noticed was a dielectric allowed the precise control over metal erosion (Jameson, 2001). As defi�ned by the Machinery’s Handbook, EDM occurs when the “...energy from the sparks created between the electrode and the workpiece is dissipated by the melting and vaporizing of the workpiece material....When current starts to �ow between the electrode and the work, the dielectric fl�uid in the small area in which the gap is smallest, and in with the spark will occur, is transformed into plasma of hydrogen, carbon, and various oxides....After current starts to �ow, to heat and vaporize a tiny area, the striking voltage is reached, the voltage drops, and the fi�eld of ionized particles loses its energy....Such a cycle lasts a few microseconds, and is repeated continuously....(Oberg, Jones, Horton, Ry�el, 2004, pgs. 1351-1352).
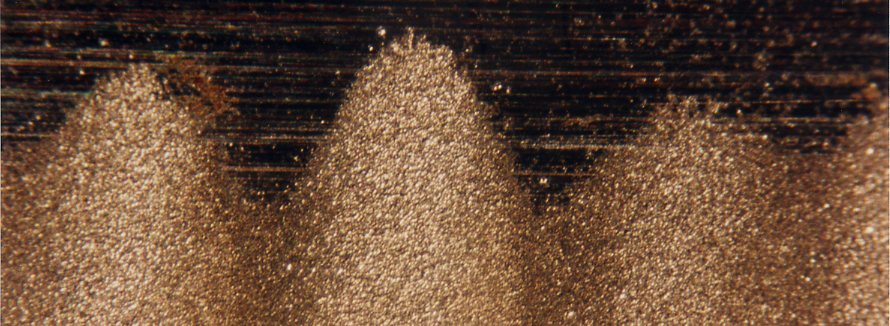
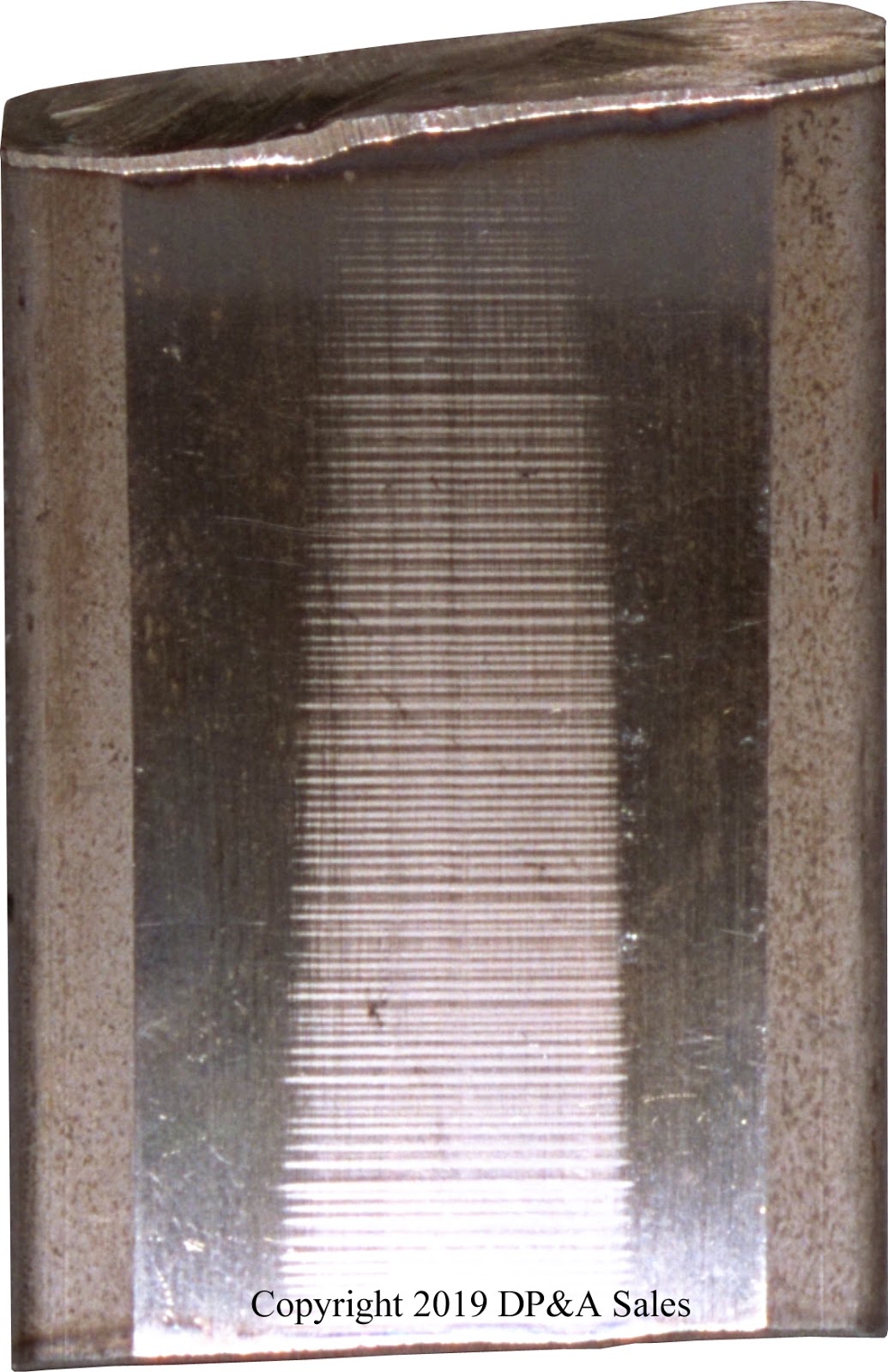
While the above process can be benefi�cial as a precise manufacturing technique (i.e., small hole drilling, coinage die making, or eliminating a broken tap), it has detrimental eff�ects for electric motor bearings. There are several parallels between the above described manufacturing technique and electrically induced bearing damage. Both situations have a dielectric. In the case of the motor, it’s the bearing grease. Both situations have enough voltage to breakover through the dielectric (bearing grease) to the workpiece material in this case the motor bearing. The current carried by the voltage is enough to break o� a piece of bearing material. Please note the microscopic pitting seen in the fi�rst image on the prior page. Each pinpoint is representative of a current strike on the bearing that knocked o� a piece of material. This process is repeated millions of times resulting in the observed �fluting pattern seen in the second image on the prior page.
All attempts at creating bearing grease to eliminate bearing EDM have been unsuccessful. All VFD motors independent of VFD make/model or VFD/motor brand combinations are prone to EDM bearing failure if proper steps are not taken to prevent EDM.
Build-up of motor shaft voltage potentials is a very localized phenomenon inherent to VFD applications and the only known practical long-term �fix for EDM bearing damage is a shaft grounding system with the ability to be a superior path of least resistance for current to �ow away from the bearing and back to the motor frame. Please note that using just insulated bearings will likely protect the motor bearing for a period, however, current can travel around the bearing, �find a parallel pathway to connected equipment resulting in EDM bearing damage to the connected equipment. Devices such as induction absorbers will slightly decrease shaft voltages, but not nearly to the level needed to prevent dielectric breakover of the current. Our field observations and end user partners have also con�firmed that using an insulated coupling will not always protect connected equipment (skin eff�ect is suspected) from EDM resulting in speci�fications for motor shaft grounding even when insulated couplings are present. PRACTICAL END USER RECOMMENDATIONS DP&A Sales and SGSTM fi�rst and foremost are here to educate the end user and to promote making the best decision possible for �fixing EDM of electric motor bearings. The following questions will help you ”interview” different shaft grounding options to determine which will best serve your needs for eliminating EDM bearing damage:
- Does the grounding system off�er a superior path of least resistance away from the bearing? Is it a superior competitor to the motor bearing for grounding current? If so, then how do you know the grounding device is a superior path of least resistance?
- Will path of least resistance be maintained for the long-term? Stated differently, will the grounding system not only achieve driving down the shaft voltages below what is known to be needed to penetrate the dielectric, but will it keep the voltages down for the long-term? How do you know the system is not susceptible to “voltage creep” over time?
- How will environment impact the device’s ability to be a superior path of least resistance competitor to the bearing? One should never consider a grounding system without having fi�rst considered the operational environment.
- What are the wear tolerances of the grounding system? If a system is designed well, then greater wear tolerances will result in longer performance life.
- Is the grounding system maintainable? If so, then what is the true cost of maintaining the system (parts, labor, downtime, etc.)?
The above questions will help any end user determine how best to prevent EDM of VFD motor bearings. If you would like to further discuss this article’s content or your particular application, then please contact us.
References:
Boyanton, H. (1995-2019) Bearing Damage Due to Electric Discharge: Electrical Discharge
Jameson, E.C., Society of Manufacturing Engineers (2001). Electrical Discharge Machining
Oberg, E., Jones, F.D., Horton, H.L., Ry�el, H.H. (2004). Machinery’s Handbook 27th Edition, 1351-1352